
咨询采购热线:13512278084



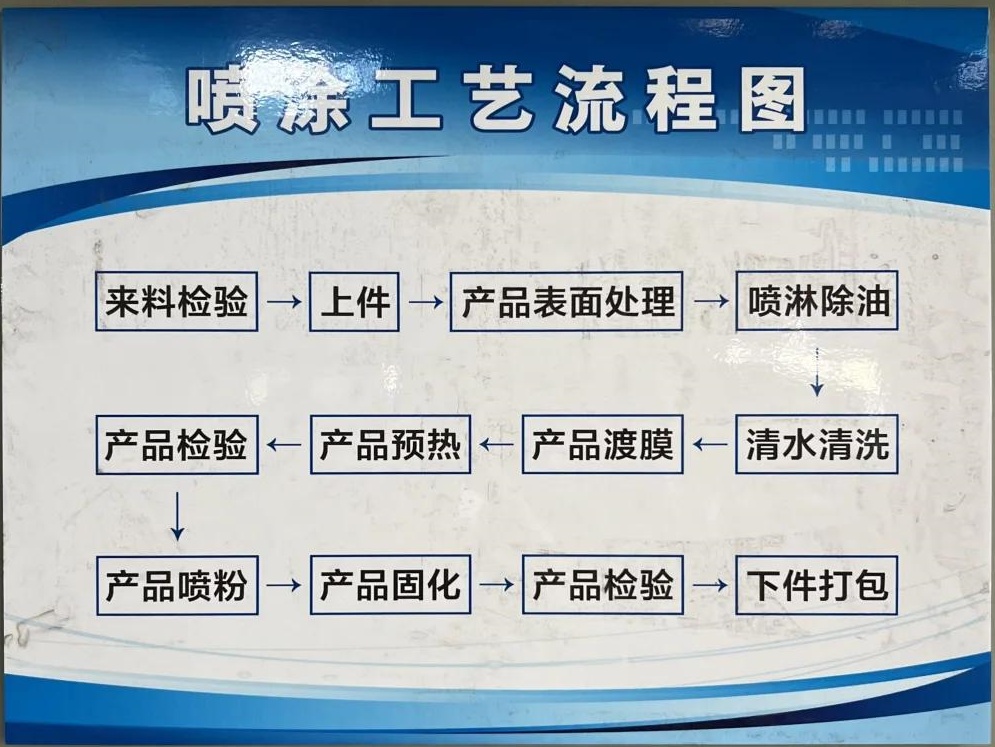
粉末静电喷涂(也就是常说的喷塑、静电喷粉)工艺流程非常成熟,整体可以概括为:前处理 → 烘干 → 静电喷涂 → 高温固化 → 冷却下线
下面按生产实际顺序,给你完整、清晰地走一遍流程:
一、完整工艺流程(标准流水线)
1. 工件前处理(最关键一步)
目的:除油、除锈、去氧化皮,让粉末附着力更强、不生锈、不起泡。常用流程:
预脱脂 → 2. 主脱脂 → 3. 水洗 → 4. 水洗
表调(调整表面电位)→ 6. 磷化(形成磷化膜)
纯水洗 → 8. 纯水洗
如果是铝材、镀锌板,一般用铬化 / 陶化代替磷化。
2. 烘干水分
工件从前处理槽出来后,进入烘干炉(110℃~140℃)目的:把表面水分彻底烘干,否则喷粉会缩孔、掉粉。
3. 静电粉末喷涂
进入喷粉房,核心步骤:
工件接地
静电喷枪给粉末带上负高压静电(60~100kV)
带负电粉末被吸附到接地工件表面
回收系统把多余粉末回收再利用
喷好后工件表面是一层均匀的干粉末,还没固化。
4. 高温固化(塑化成型)
喷好粉的工件送入固化炉(180℃~200℃),保温 10~20 分钟。过程:粉末 → 熔融 → 流平 → 交联固化 → 形成坚硬光滑的塑粉涂层
温度和时间根据粉末类型调整:
普通环氧 / 聚酯粉末:180℃×15min
暖气片、户外型材:190~200℃
5. 冷却下线
出炉自然冷却或风冷,温度降到常温后即可检验、包装。
二、简化版口诀(方便记)
除油除锈→水洗→磷化→烘干→喷粉→固化→冷却
三、常见问题原因(简单提一下)
掉粉、附着力差:前处理没做好 / 固化温度不够
表面有坑、缩孔:工件有水、有油
厚薄不均:喷枪电压、出粉量没调好
局部不上粉:工件接地不良